Dans l' Série DPXB(Modèle B/C/H) à partir de Automatisation ZY Il est possible de distinguer les sous-systèmes (unités) suivants constituant une machine intégrale [5]: unité pour dérouler et transporter la bande inférieure, unité de thermoformage de la bande inférieure, unité d’évacuation de la pression, scellage de l’emballage, découpe et étiquetage de l’emballage. Du point de vue de la séquence des opérations d’emballage, le premier des sous-ensembles est l’unité d’alimentation de la bande inférieure, composée d’un chargeur de film à rouleaux et de chaînes qui transportent le film.
Le sous-ensemble suivant est l’unité de thermoformage de la bande inférieure. La formation de la bande de fond sous l’effet de la température se produit dans la chambre de formage. Le chauffage de la bande inférieure est une autre opération dans le processus de thermoformage. Le chauffage et la formation du film se produisent à une valeur déterminée avec précision de la température de formage. La température requise du formage est contrôlée à partir de la console de commande de la machine de thermoformage. La formation de la bande inférieure peut être exécutée en tant que [4]:
· formage de type négatif (utilisé en cas de formation de films dits flexibles),
· formage de type positif (utilisé exclusivement pour la formation de films dits semi-rigides).
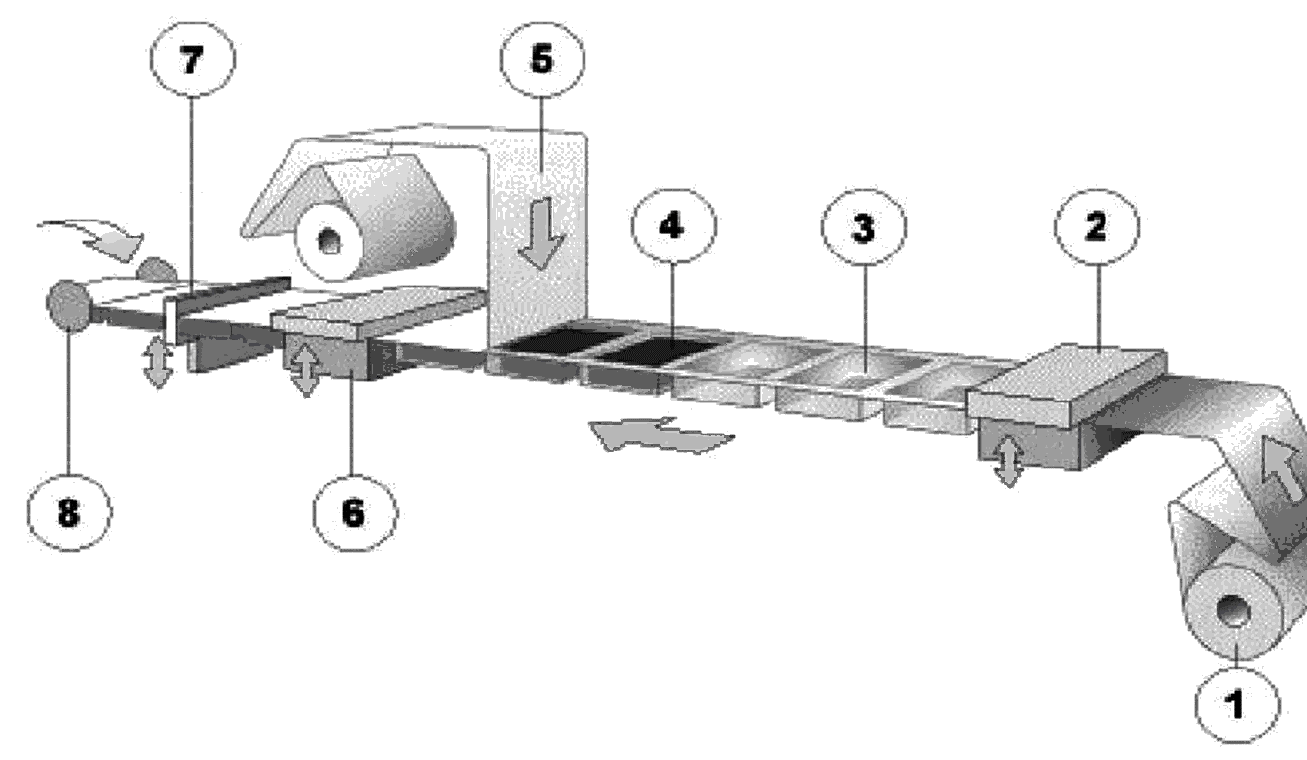 Fig. 1. Construction et principe de fonctionnement de la machine d’emballage thermoformage [5]: 1 – bande inférieure, 2 – station pour former la bande inférieure, 3 – zone de chargement d’un produit, 4 – timoneries avec un produit, 5 – station pour dérouler la bande supérieure, 6 – tête d’étanchéité, 7 et 8 – sous-ensemble pour découper l’emballage
Fig. 1. Construction et principe de fonctionnement de la machine d’emballage thermoformage [5]: 1 – bande inférieure, 2 – station pour former la bande inférieure, 3 – zone de chargement d’un produit, 4 – timoneries avec un produit, 5 – station pour dérouler la bande supérieure, 6 – tête d’étanchéité, 7 et 8 – sous-ensemble pour découper l’emballage
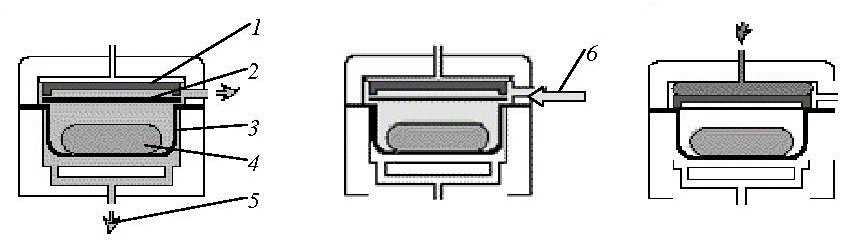
Le formage négatif s’effectue en deux étapes (Fig. 2). Tout d’abord, en raison de l’évacuation de la pression de la chambre de formage, la bande inférieure subit un étirement, puis un échauffement. Sous l’effet de la croissance de la pression dans la chambre de formage, déclenchée par l’aération, la bande inférieure subit un formage et atteint la forme d’une pièce de tirage, dont la forme dépend de la forme du moule négatif.
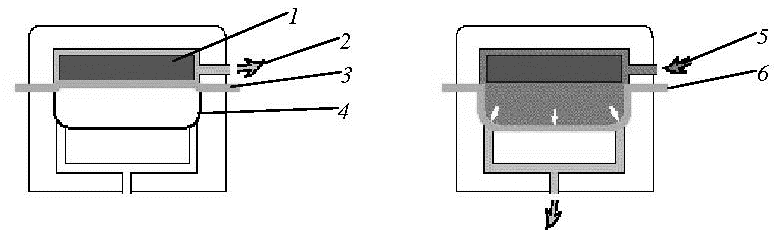
Fig. 2. Formage de type négatif standard [4] : 1 – tête chauffante, 2 – évacuation de la pression de la chambre de formage, 3 – bande inférieure avant formage, 4 – moule négatif, 5 – aération de la chambre de formage, 6 – timoneuse à partir de la bande inférieure
Le sous-ensemble de l’évacuation de la pression et de l’étanchéité de la bande inférieure avec la bande supérieure est l’unité suivante du thermoformeur. Pompe à vide, accomplissant le processus d’évacuation de la pression de l’intérieur de l’emballage est le composant principal de cette unité. Ce procédé permet de réduire la valeur de pression de la pression ambiante (environ 1013 hPa) à une valeur correspondant au vide final (environ 10 hPa). Les étapes du processus d’évacuation et d’étanchéité de la bande inférieure formée avec la bande supérieure sont illustrées à la Fig. 3.